

Large-scale pulverized coal pipe chain conveyor
The tube chain conveyor is a continuous conveying equipment for conveying powder, small granules and small blocks and other bulk materials. It can be combined horizontally, inclinedly and vertically. In the closed pipeline, the chain piece is used as the transmission member to drive the animal material to move along the pipeline. When conveying horizontally, the material particles are pushed by the chain in the direction of movement. When the internal friction between the material layers is greater than the external friction between the material and the pipe wall, the material moves forward with the chain to form a stable material flow; when conveying vertically, the material particles in the pipe are pushed upward by the chain because the lower part The feed prevents the upper material from sliding down and generates lateral pressure, so the internal friction of the material is enhanced. When the internal friction between the material is greater than the external friction between the material and the inner wall of the pipe and the material's own weight, the material will be transported upward with the chain. Form a continuous stream. The powder material can move linearly or change direction along the closed pipeline in the three-dimensional space; the horizontal conveying distance can reach 60 meters, and the vertical conveying distance can reach 30 meters.
In the process of conveying materials, the pipe chain conveyor has the characteristics of large conveying capacity, long service life, low maintenance cost, good sealing, safety, and low energy consumption. It also has the characteristics of vertical conveying by bucket elevator Capability, while the layout is more flexible (horizontal-vertical/tilted-horizontal), and the sealing performance is higher. There is no return material, no damage to the material, and no dust in the vertical conveying of the material. When conveying water-bearing materials, easily adsorbed materials, and materials with very light specific gravity, an electric sweeper can be installed in the case.
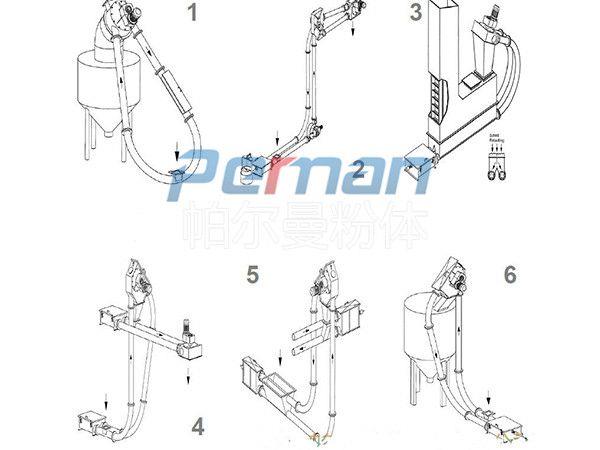
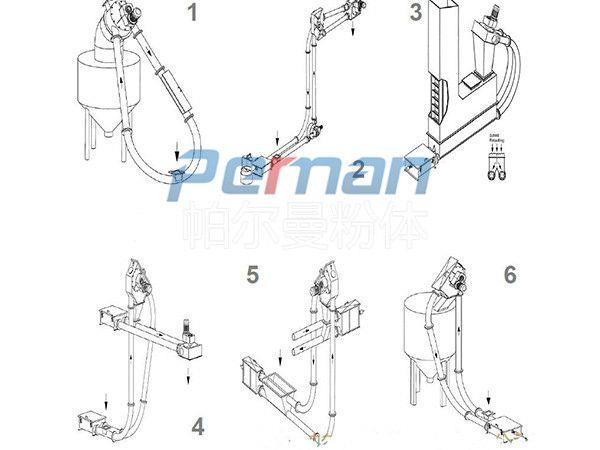
Pipe chain conveyor layout form
1. Horizontal type 2. Inclined type 3. Vertical type 4. Three-dimensional layout
2. Performance characteristics of pipe chain conveyor:
1. Compact structure, small space occupation, can change the conveying direction three-dimensionally, without being affected by terrain, angle and height; the conveying process is carried out in a closed pipeline, and the material is free of pollution and dust;
2. The conveying process is balanced, there is basically no internal movement between the materials, and there is little damage, ensuring the quality of the materials, suitable for abrasive materials;
3. It will not cause system blockage and is suitable for conveying various forms of materials;
4. The conveying of mixed materials will not produce material stratification;
5. Large conveying capacity, low energy consumption, greatly reducing equipment operating costs;
6. All moving parts run in a confined space, which is safe and reliable;
7. Long-distance transportation can be realized;
8. Multiple inlets and outlets can be deployed at will to meet process requirements;
9. It is easy to realize centralized control and improve the degree of automation.
3. Application fields of pipe chain conveyor
1. Rubber and plastic industry: PP, PVC, PE and other powder materials, ABS PC PP PE and other particles
2. Building materials: cement, clay, yellow sand, quartz sand, clay, silica fume, calcium carbonate powder, dolomite powder, wood chips, glass wool, silica, etc.
3. Fine chemicals: dyes, pigments, coatings, carbon black, titanium pigments, iron oxide, ceramic powder, heavy calcium carbonate, fine particle calcium carbonate, bentonite, activated carbon
4. Pesticides: urea, ammonium chloride, ammonium bicarbonate, soda ash, solid pesticides
5. Food industry: flour, starch, cereals, milk powder, food additives, fish oil, etc.
6. Metals and other powders: tungsten powder, copper ore powder, coal powder, massive phosphate, bauxite, etc.
Four, technical parameters

Five, what are the advantages of tube chain conveyor compared with other conveying equipment
1. Good sealing performance: The entire system runs in a closed pipeline, with no leakage and no dust. It can be filled with gas to protect the conveyed materials and avoid environmental dust pollution.
2. Energy saving: point contact between the conveying chain plate and the conveying pipeline, with low friction and low power consumption.
3. Three-dimensional conveying: horizontal, inclined, vertical, turning and other combined conveying modes.
4. Volumetric conveying: The material will not be squeezed to ensure the integrity of the material.
5. Simple structure: The drive chassis and the driven chassis have simple structure, low failure rate, convenient operation, long service life, and low maintenance rate.
6. The tube chain conveyor can be used as a supporting equipment for the ton bag unpacking machine and automatic unpacking machine to realize dust-free unpacking and feeding.
Related Products



Related cases



Online customization
Quality creates value


