

Large-scale pulverized coal pipe chain conveyor
The pipe chain conveyor is a mechanical system that moves inside a closed pipe. It has the characteristics of stable performance and energy saving in the conveying system. It can continuously convey powder, small granular and small lumps and other bulk materials. It can be combined horizontally, inclinedly and vertically. It is widely used in chemical industry, chemical fiber, pesticide ore, food industry, building materials and other industries. The large-scale tube chain conveyor for pulverized coal is developed by our company on the basis of digesting and absorbing foreign new technologies. It solves the problem of long-distance transportation of heavy powder in mechanical powder transportation and fills the domestic gap.
working principle
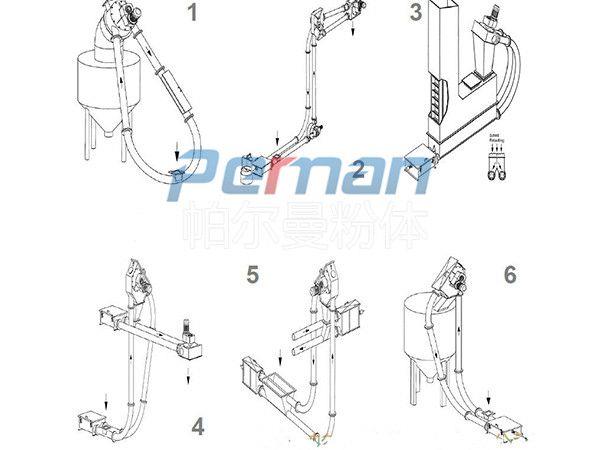
In the closed pipeline, the chain piece is used as the transmission member to drive the animal material to move along the pipeline. When conveying horizontally, the material particles are pushed by the chain in the direction of movement and move forward with the chain to form a stable material flow; when conveying vertically, the material particles in the tube are continuously pushed upward by the chain to prevent the material from sliding down. , And generate lateral side pressure, which enhances the internal friction of the material. When the internal friction between the material is greater than the external friction between the material and the inner wall of the pipe and the material's own weight, the material moves upward with the chain to form a continuous material flow. The powder material can move linearly or change direction along the closed pipeline in the three-dimensional space; the horizontal conveying distance can reach 60 meters, and the vertical conveying distance can reach 30 meters.
Product advantages
1. Dustproof operation. Because the material is transported in a sealed pipeline environment, it is very effective to isolate the influence of dust in the environment and ensure the purity of the material.
2. The operation is more energy-efficient. In terms of power selection, we adopted a lower transmission power of 1KW, and the overall pipeline chain conveying equipment has lower power consumption. On the contrary, the conveying capacity has been very effectively improved. Under the same material transportation situation, this kind of curved pipe chain conveyor can effectively reduce the energy consumption of transportation by about 50%-80% compared with the same kind of air conveyor, so as to better reduce the production cost.
3. The design is more compact. The appearance of the tube chain conveyor equipment is lighter in design, and the traditional design is abandoned in terms of knots, which saves space and is more compact.



Related Products



Related cases



Online customization
Quality creates value


